| HOME - PORTRAIT - KNOW HOW - EXPERTEN - WISSENSWERTES - LEBENSART - NEWS - BLOG - FORUM - TERMINE - LINKS - KONTAKT |

|



|
Tipps & TricksBlechbearbeitung - Grundlagen des MIG Schweissens Teil 124.11.2010 Autor: Kay MacKenneth Get the Flash Player to see this player.
Sehen Sie hier das Video Teil 1 über die Grundlagen des MIG Schweissens in der Oldtimer Werkstatt
Auch in der Hobby Restaurationswerkstatt darf spätestens bei den anstehenden Karosseriearbeiten ein Schutzgas-Schweißgerät nicht fehlen. Es ist zumindest die einfachere Form des Schweißens. Autogen- oder WIG-Schweißen erfordert schon etwas mehr Übung. Das sogenannte MIG/MAG Schweißverfahren wird vor allem bei dem Verschweißen von unlegiertem und niedrig legiertem Stahl, aber auch Aluminium, Kupfer oder anderen NE Metallen eingesetzt.  
MIG steht als Abkürzung für "Metall Inert Gas" und bedeutet im Prinzip, dass das austretende Gas während des Schweißvorgangs das Schmelzbad vor dem Einfluss von Sauerstoff und somit vor der Oxidation schützt. MAG weist auf die Verwendung eines aktiven Gases hin.
Was würde allerdings passieren, wenn man das Inerte Gas vergisst. Sicherlich auch schon in jeder Werkstatt passiert. Die Gasflasche blieb zu und das Schweißen begonnen. Fehlt das Gas, bildet sich ein Schweißpunkt mit einer sichtbaren Blasenbildung in der Schmelze, die sich mit dem Sauerstoff aus der Luft verbindet. Der Punkt wird extrem spröde und brüchig. Im Zentrum dieses Schweißpunktes beginnt der Punkt auf Dauer Feuchtigkeit anzureichern und damit zu rosten. Übrigens geschieht dies auch bei zu wenig Gaszufuhr.
Bei dem Schutzgas-Schweißverfahren (so umgangssprachlich der Begriff für das MIG-Schweißen), wird ein feiner Draht über eine Motorensteuerung durch einen flexiblen Schlauch zu dem Schweißbrenner geführt.
Dieser Beitrag ist powered by Merkle Schweisstechnik GmbH
An das Werkstück wird ein Masse Kabel angelegt und der Lichtbogen über eine Kontaktzündung mittels des dünnen Drahtes gezündet. Der Draht dient also als Drahtelektrode. Es entsteht ein Magnetfeld mit einer induktiven Spannung. Es entsteht zwischen den beiden Polen (dem Blech als Masse und dem Draht als Pluspol) ein Austausch von Ionen in Richtung Masse und Elektronen in Richtung des Schweißdrahtes. An der Spitze des Schweißdrahtes entsteht durch die Einschnürkraft an der Drahtspitze ein Lichtbogen und die Schmelze für den Schweißvorgang. Der Unterschied zwischen MIG und MAG Schweißen liegt lediglich in der Verwendung des Gases und dem eingesetzten Draht. Das Gerät ist in der Regel für beide Verfahren geeignet. 
Es gibt die unterschiedlichsten Preisklassen bei den MIG/MAG Geräten. Man sollte jedoch bei häufigen Gebrauch auf ein hochwertiges Gerät zurückgreifen. Firmen wie Merkle, der Hersteller dieses Gerätes aus dem mittleren Segment, vermieten übrigens auch solche Geräte und bieten auch Schulungen an MIG/MAG Scheißgeräten an.
Der Unterschied zu billigen Baumarkt Geräten fallen sehr bald auf. So lassen sich wesentlich mehr Einstellungen vornehmen, um eine perfekte Schweißnaht oder Punktnaht zu erhalten. So lassen sich auch Intervall-Schaltungen einstellen, die eine perfekte Punktnaht ermöglichen.

Was bedeutet aber die perfekte Schweißnaht oder der perfekte Schweißpunkt und wie erreicht man diesen. Bevor man mit dem Schweißen beginnt und das Gerät noch nicht so vertraut ist, empfiehlt es sich einige Testpunkte zu schweißen. An jedem gerät lassen sich voe allem zwei Einstellungen vornehmen. Die Stromstärke und der Drahtvorschub. Beide Einstellungsmöglichkeiten können sich allerdings gegenseitig beeinflussen.
Es gibt für das Schutzgas-Schweißen verschiedene Drahtstärken. In der Regel reicht der 0,6 mm Draht für die Anwendung bei Blechen zwischen 0,5 und 2 mm durchaus aus.
Um die richtige Einstellung zu finden, wird bei gleichbleibendem Drahtvorschub und unterschiedlicher Spannung jeweils ein Testpunkt geschweißt. Man beginnt mit einer niedrigen Spannung und erhöht diese Stückweise. Ist die Spannung zu niedrig, zündet der Lichtbogen nicht richtig und die Schmelze bleibt sehr oberflächlich und dringt nicht in das Blech ein. Ist die Spannung zu hoch, schmort das Blech sehr schnell durch oder es bildet sich ein sehr breit verlaufenes und hohes Schmelzbad. Ein solcher Punkt ist zwar stabil, aber er ist kosmetisch nicht sehr gut wegzuschleifen. 
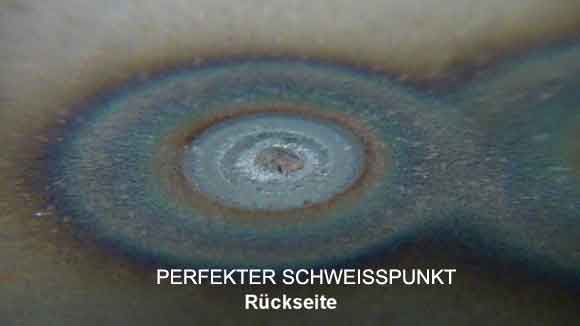
Am idealsten ist ein Punkt, der flach liegt und tief durchgedrungen ist. Ist der Punkt regelmäßig zerflossen und besitzt einen leichten Krater in der Mitte des Punktes, dann ist der Schweißpunkt gelungen. Dies ist nach etwa 3-4 Sekunden bei richtigen Einstellungen der Fall. Auf der Rückseite lässt sich bei einem gut gesetzten Schweißpunkt ein leichter Punkt mit einer Aura erkennen. Diese Verbindung ist stabil und hält auch stärkere Belastungen aus.
Auch die Stellung des Schweißbrenners steht in Abhängigkeit zu dem Ergebnis. Die Schweißdüse wird beim neutralen Schweißen in einem Winkel von 90°, im Falle des Stechenden Schweißens im Winkel von ca. 80° zur Schweißebene gehalten. Der Abstand beträgt in etwa das 10 Fache des Schweißdrahtes, also bei einem 0,6 mm Draht etwa 6mm. Es gibt drei verschiedene Stellungen des Schweißbrenners. Üblicherweise wendet man vor allem beim Punktschweißen die neutrale Stellung. Der Draht wird senkrecht auf den Punkt zugeführt. Es ergibt sich ein kleiner runder Punkt mit einer flachen Krone. Dies wirkt sich auch bei einer gezogenen Naht ähnlich aus. Die Naht ist schmal und flach, auf der Rückseite ist eine schwache Naht mit einer Aura zu erkennen. Die zweite Technik ist die gezogene Stellung. Der Brenner wird über das Blech gezogen. Hierbei entsteht ein sehr hoher Punkt mit einer tiefen Einschmelze. Auch bei der gezogenen Naht ist eine hohe Naht mit einer tiefen Schmelze zu erkennen. Diese sieht man deutlich auch auf der Rückseite. Die Dritte Stellung des Schweißbrenners, als stechend bezeichnet, ist die gängigste bei der Arbeit an der Karosserie. Solche Schweißnähte sieht auch die Technische Abnahme am liebsten. Bei den Punktnähten erkennt man einen flachen Punkt mit einer leichten Durchschmelze. 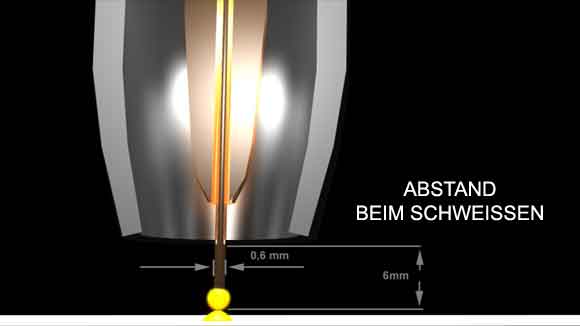 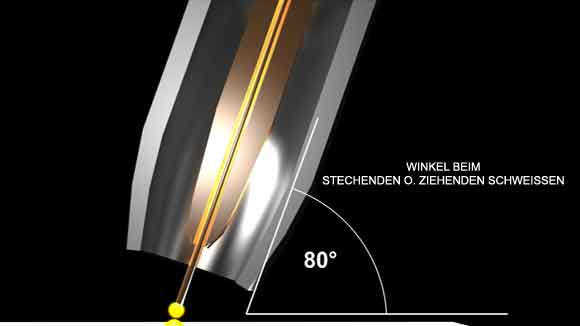 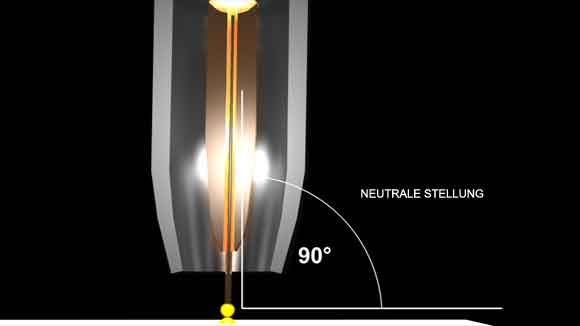
Wenn nun die richtige Einstellung für die Spannung und die entsprechende Brennerhaltung gefunden ist, sollte noch der Drahtvorschub eingestellt werden. Abgesehen, dass man sehr schnell das Gefühl bekommt für die richtige Drahtförder-Geschwindigkeit. Stottert die Lichtbogenbildung bei gleichbleibendem Abstand des Brenners zum Werkstück, ist die Drahtförderung zu langsam.
Bleibt der Draht in der Schmelze kleben, ist die Drahtförderung zu schnell eingestellt.
Wichtig ist es auch die Rückbrennzeit nach dem Abbruch des Schweißens zu beobachten. Der Draht sollte nicht zu weit nachlaufen, da er ansonsten in die Schmelze eintaucht und in der Schmelze hängenbleibt.
Maßgebend für ein gutes Schweißresultat ist ebenfalls der Kontaktrohrabstand. Dieser Abstand bestimmt bei dem Schutzgasschweißen den Widerstand der stromführenden Drahtelektrode. Ein zu großer Abstand des Kontaktrohres zu dem Werkstück führt zu einer zu geringen Induktionsspannung und damit zu einem zu geringen Einbrand der Schmelze. Ist das Kontaktrohr zu nah am Werkstück, brennt sich die Schmelze zu stark ein. Einen zu großen Kontaktrohrabstand erkennt man übrigens an der extremen Spritzerbildung. Bei zu geringem Abstand, erkennt man relativ schnell einen zu großen Abbrand.
In der nächsten Folge stellen wir die verschiedenen Schweißnähte vor und worauf geachtet werden muss.     |
|
|